In many extrusion and recycling processes of PET applications handling PET recycling material it is necessary to include a crystallization process before the extruder in order to dry the material for very low residual moisture content. If classical single-screw extruders are used, both process steps are state-of-the-art technology and are imperatively required, because even low quantities of water would lead to a strong hydrolytic degradation of the material.
KREYENBORG IRD Infrared Rotary Drum Systems have become established in such processes because they allow performing these sub-functions in a considerably more energy-efficient way. Shortwave Infrared radiation stimulates the molecular heat fluctuation in the dry material directly without taking the rather inefficient intermediate step of using heated air. This results in heat-up and drying times reduced to the range of only 8.5 up to 20 minutes depending on the specific application, while several hours have to be calculated for conventional hot-air or dry-air systems. Any type of pellets and regrind may be dried, whether film flakes, bottle flakes or even shredded packing bands – all forms of material can be combined as desired in the IRD, because no segregation of the various components takes place in the coils of the rotary drum.
Direct PET Extrusion Process – with our without pre-drying?
In recent years, so-called “dryer-less” multi-screw systems have been established on the market as an alternative to single-screw extruders with a pre-drying feature (twin-screw extruders, ring extruders, planetary roller extruders and so-called multi-screw extruders). What they all have in common is that very complex vacuum-degassing systems have to be installed on the extruder to prevent a hydrolysis effect from occurring due to no pre-drying process being installed. These types of systems are subject to distinct specifications – maximum allowable feed moistures are sometimes limited to levels of only 3,000 ppm (0.3 %).
This is the theory – but in practice, these systems often prove their reliable and successful performance only at a very closely defined operating point. In reality, indeed, the maximum feed moisture as a critical process parameter varies substantially. In in-house-recycling material such as edge-off-cuts and punching waste from flat film extrusion, the moisture levels remain fairly moderate, but they start to be quite critical in post-consumer material such as PET bottle flakes, which is due to the globally available quality of the PET bottle flakes, their supply chains and storage needs at the processing company. Bottle flakes show variations in purity, particle size, particle size distribution and thickness – and especially in humidity. Post-consumer flakes allow retaining up to roughly 5,000 ppm of humidity in the product and storing many times this quantity of water on the surface. In some countries, feed moistures of up to 14,000 ppm in the Big Bag material are not uncommon. But the more critical issue is the fact that considerably varying feed moistures cannot be excluded even within one specific Big Bag and within one specific consignment. Ill. 1 shows the example of input moistures measured at three points in three Big Bags of a European recycling material.
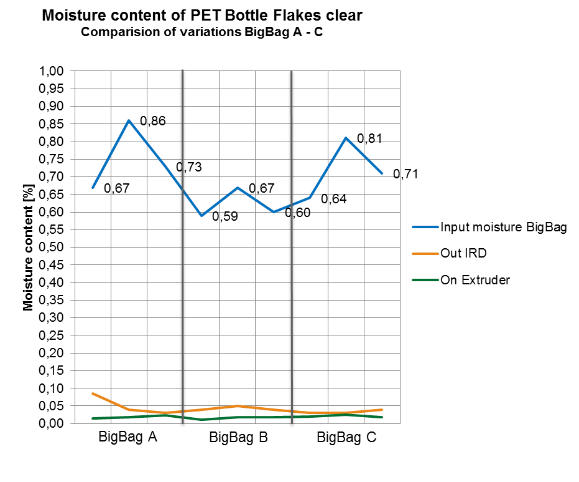
Ill. 1: rPET Moistures
Both the absolute level of water content and its variations, which are unavoidable, are the real challenge for the multi-screw extruder and the related degassing concept. This does frequently result in process fluctuations, which are discernible from extremely variable output pressures of the extruder. Additionally, even very complex and expensive vacuum degassing systems cannot prevent a considerable loss in viscosity. In order to cope with this loss in viscosity, it has proven helpful in practice to provide for an additional input of up to 30 % of PET virgin material at iV values of > 0,8 dl/g, while this is completely contrary to the intended recycling process.
PET Booster IRD – Quick Drying for Multi-Screw Extruders
On several occasions, KREYENBORG has been successful in optimizing extrusion lines originally installed without any pre-drying system by including an upstream IRD System.
Infrared drying allows increasing the performance of twin-screw extruders significantly, for it reduces the degradation of iV values and improves the stability of the complete process considerably.
In a first step, the PET regrind is crystallized and dried inside the IRD within a period of roughly 15 minutes. This crystallization and drying process is achieved by a direct heat-up procedure using Infrared radiation, to achieve a material temperature of 170˚C. In contrast to the slow hot-air systems, the quick and direct energy input facilitates a perfect egalisation of permanently fluctuating input moisture values – the control system of the IR radiations allows responding to altered process conditions within seconds. In this way, values ranging between 5,000 and 8,000 ppm are reduced homogeneously inside the IRD to a residual moisture level of about 300 ppm.
As an additional measure, it is recommended to provide for an immediate storage of the warm flakes downstream of the IRD in an insulated buffer bin for approximately 45 minutes. The residual humidity will be reduced further to roughly 150 ppm without any additional hot-air or energy supply and just utilizing the PET material’s exothermic behaviour above the crystallization temperature of around 135 °C.
As a secondary effect of the crystallization process in the IRD, the bulk density of the ground material increases, especially in very light-weight flakes. This secondary effect is very interesting against the background that the tendency towards thin-walled bottles prevents the recycling material from achieving bulk densities of > 0.3 kg/dm³. An increase of the bulk density by 10 to 20 % can be achieved in the IRD, which appears to be insignificant at first sight, but improves the feed performance at the extruder inlet substantially – while the extruder speed remains unchanged, there is a substantially improved filling performance on the screw.
As an alternative to high-temperature crystallization and drying systems, the IRD systems may also be designed as quick dryers which are operated at drying temperatures of <120 °C in an energy-efficient manner. The moisture levels achieved will in this case be limited to ´only´ around 2,300 ppm, but will in this way remain reliably and, above all, homogeneously under the values specified by the extruder manufacturers. Another important factor is that high and permanent fluctuations of values are avoided and an up to 0.6% reduction of the water content will significantly reduce the iV parameter in the molten plastic material. The residence time in the Dryer can be reduced to 8.5 min, with an energy consumption of less than 80 W/kg/h.
Conclusion: You will not always obtain more with less
Whether you have a complex drying system or a ´dryer-less´ process: in PET extrusion, it is worth considering the right balance by combining highly efficient degassing extruders and flexible, efficient drying systems such as the KREYENBORG IRD Infrared Rotary Drum, to be able to utilize the full potential of such an extrusion line and to ensure the quality of the final product reliably. At the same time, increases in performance and efficiency are achievable, which will prove economic efficiency of such a retrofitting investment within a few months only.
You will find more information at:
https://www.kreyenborg.com/en/produkte/dryer
For further information, please contact:
Mr. Marcus Vogt
KREYENBORG Plant Technology GmbH & Co. KG
Messingweg 18
48308 Senden
Germany
Phone: +49 2597 93997-152
Fax: +49 2597 93997-60
Mail: m.vogt@kreyenborg.com